Ultraschall-Löten/- Metallisieren/-Beschichtung/-Verzinnen Prinzip und Verfahren
Bei dem S-Bond® Ultraschall-Löten handelt es sich um ein stoffschlüssiges Fügeverfahren mit Zusatzwerkstoff. Durch die Einwirkung von Wärme und Schallwellen mit hoher Energiedichte entstehen hochfeste metallurgische Verbindungen. Auch schwierig benetzbare Werkstoffe wie Leichtmetalle, Keramiken, Komposite und Gläser können durch den Ultraschall-Lötprozess bei Löttemperaturen ab 100 °C ohne Flussmittel benetzt und gelötet werden. Die eingesetzen Lote sind bleifrei und entsprechen den RoHs Richtlinien.
Besonders geeignet ist das Ultraschall- Löten für:
- Gasdicht und Eignung für Tieftemperatur-/Vakuumapplikationen
- Flächiges und lokales Metalisieren (Spot-Metalization und Spot-Repair)
- Hohe Wärmebeständigkeit mit sehr guten elektrischen und wärmeleitenden metallischen Werkstoffübergängen
- Thermowechselbeständig
- Hohe Scherfestigkeiten durch metallurgische Verbindungen
- Thermisch stressfreies Löten auch mit Werkstoffen verschiedener Wärmeausdehnungskoeffizienten
- Hohe Korrisionsbeständigkeit der Lötstellen durch flussmittelfreier Prozessführung
- Große Auswahl an Lotwerkstoffen für eine optimale Prozessauslegung
- Patentierte, bleifreie Lotwerkstoffe einsetzbar gem. RoHS-Richtlinien
- Flussmittelfreies und stabiles Fügen im Bereich ab 100°C bis 450°C auch für thermisch sensitive Werkstoffe und Geometrien
- Prozessführung in Atmosphäre, unter Schutzgas und Vakuum
Atmospärisches Löten wird i.d.R. mit aggressiven Flussmitteln durchgeführt, um oxidierte Oberflächen zu entfernen oder aufzubrechen und Unreinheiten zu entfernen. Weiterhin ist es insbesondere bei niedrigen Prozesstemperaturen schwierig, Materialien wie z.B. Glas oder Keramik ohne Metallisierung direkt zu löten. Durch den Einsatz von Ultraschallenergie kann auf die Verwendung von Flussmitteln verzichtet werden. Noch im flüssigen Lot werden durch den Ultraschall-Effekt Kavitationen erzeugt, welche Druckspannungsspitzen verursachen. Hierdurch werden die zu benetzenden Oberflächen gereinigt und Oxidhäute aufgebrochen. Das flüssige Lot kann dadurch die Oberfläche benetzen. Darüber hinaus werden eingeschlossene Gase aus der flüssigen Lötstelle durch die hochfrequente Anregung entfernt. Hierdurch entstehen lunkerfreie und saubere Lötstellen. Löten mit Ultraschall verursacht keinerlei Korrosion der Lötstellen. Aufwändiges Reinigen und Entfernen von Flussmittelresten entfällt völlig. Die Lötstellen sind mechanisch stabil, gasdicht, sehr gut wärmeleitend und vakuumtauglich. Auch besonders gut geeignet für Kontaktierungen auf dünnsten Metallisierungen sowie Vorbelotung schwierig benetzbarer Werkstoffe wie Leichtmetalle, Komposite, Gläser und Keramiken.
Ultraschall-Löten und Metallisieren von Metall
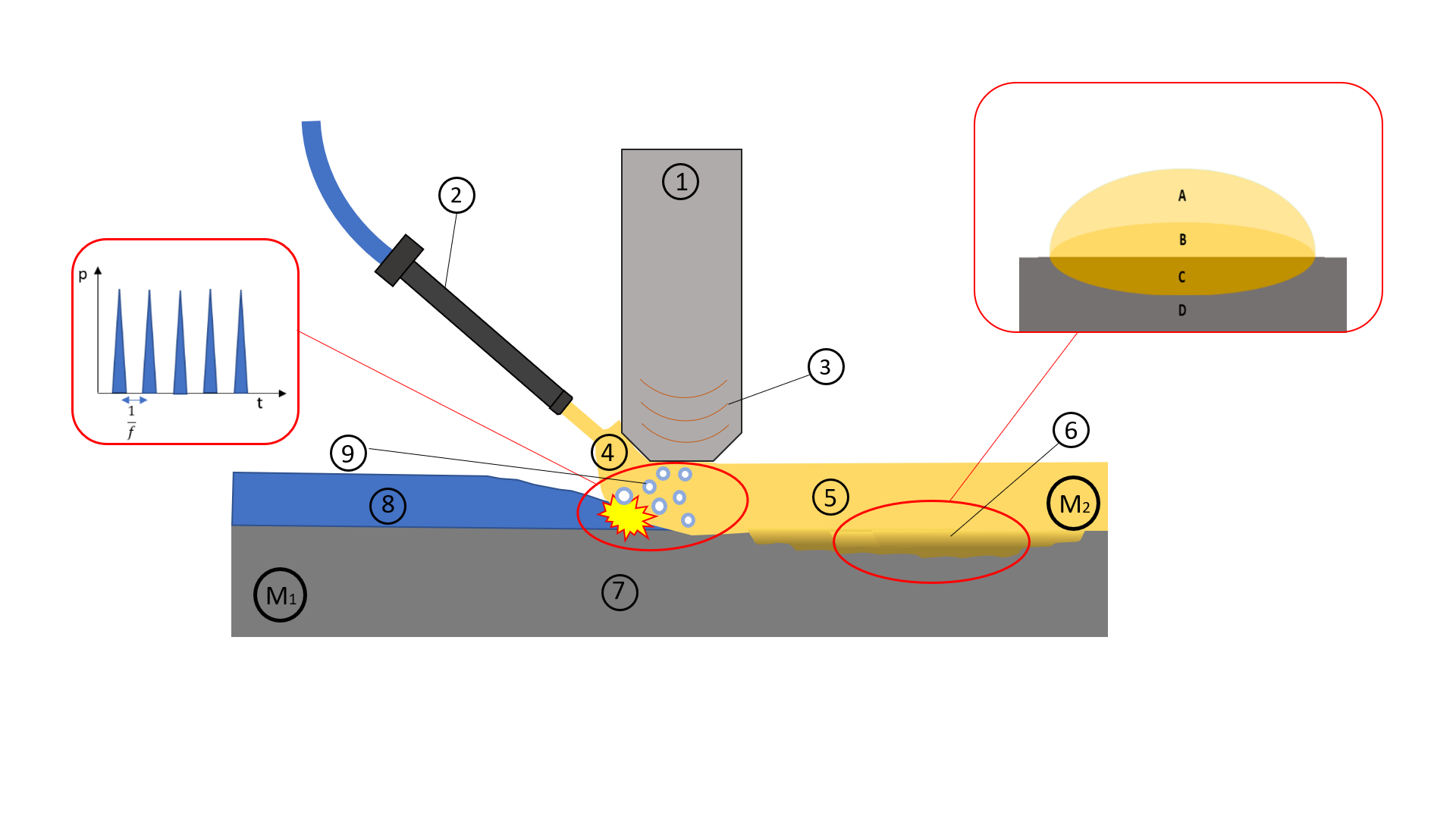
Legende
- Sonotrode(beheizt)
- Lotzufuhr
- Ultraschall(axial)
- Lot-flüssig
- Lot-fest
- Diffisionszone (B,C)
- Metall
- Oxidschicht
- Kavitation
- Lot
- Diffusionszone im Lot – Überschuss an Lotlegierungselementen
- Diffusionszone im Grundwerkstoff
- Grundwerkstoff
Ultraschall-Löten und Metallisieren von Keramik
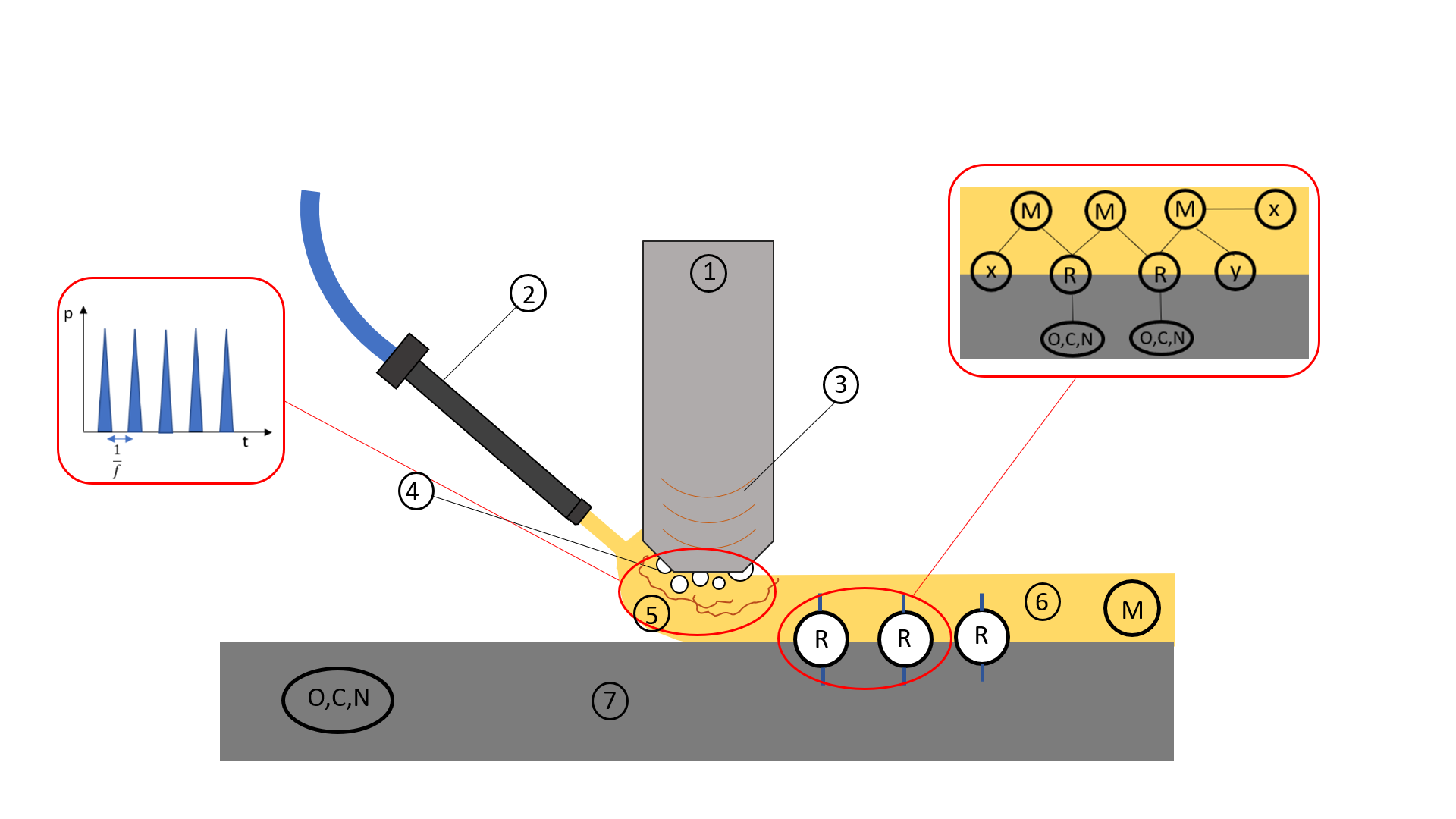
Legende
- Sonotrode(beheizt)
- Lotzufuhr
- Ultraschall(axial)
- Kavitation
- Lot-flüssig
- Lot-fest
- Keramik/Glass
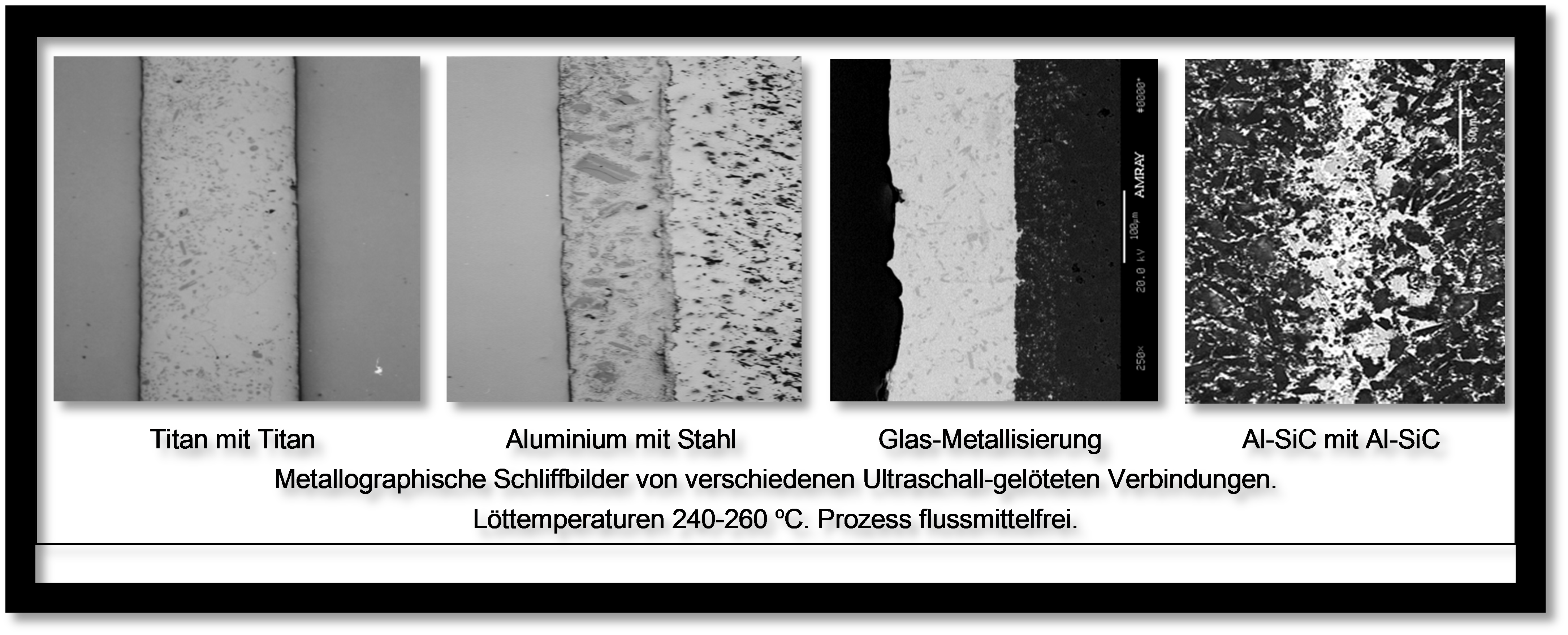
Beispielhafte Ultraschall-gelötete Verbindungen